╣®æ¬(y©®ng)FeŻŁ05─═─ź║Ž...
|
| ╣®æ¬(y©®ng)FeŻŁ05─═─ź║ŽĮĘ█ēK |
|
| «a(ch©Żn)ŲĘ├¹ĘQŻ║╣®æ¬(y©®ng)FeŻŁ05─═─ź║ŽĮĘ█ēK |
| «ö(d©Īng) Ū░ ārŻ║
├µūh
|
░l(f©Ī)▓╝╚šŲ┌Ż║2009/7/26 |
| ą┼ŽóŅÉą═Ż║╣®æ¬(y©®ng) |
ėąą¦ĢrķgŻ║90 |
| «a(ch©Żn)ŲĘöĄ(sh©┤)┴┐Ż║ |
╦∙ į┌ ĄžŻ║
║ė▒▒ąŽ┼_
|
 |
|
|
|
|
|
|
<< FeŻŁ05─═─ź║ŽĮĘ█ēK>> ┤╦Ę█ēKūį╚█ąį┴╝║├Ż¼Čč║ĖĄ─╣ż╝■¤oąĶ│²õPŻ¼╦³┐╔Čč║Ėį┌Ą═Īóųą╠╝õōĪóĄ═║ŽĮõō╝░ĶTõō╝■╔ŽŻ¼ę▓┐╔į┌Ė▀Õiõō║═─│ą®╗ęĶTĶF╔ŽČč║ĖŻ¼ė├ė┌│ą╩▄Ą═ĪóųąĄ╚│╠Č╚ø_ō¶Ą─ÅŖ(qi©óng)─ź┴Ż─źōpĄ─ęūōp╝■Ą─ųŲįņ┼cą▐Å═(f©┤)Ż¼║Ė║¾ė▓Č╚×ķHRCĪ▌79ĪŻ
╦³ų„ę¬ė├ė┌Ė„ĘN╚~Ų¼Īó┴’▓█─═─źõō░ÕĪóöDē║▌ü▌ü├µĪóųŲ┤uÖC(j©®)ĮgĄČĪó┤“─Ó░ÕĄ╚┴Ń▓┐╝■Ą─ųŲįņ║═ą▐Å═(f©┤)ĪŻČč║Ė║¾┐╔╠ßĖ▀╩╣ė├ē█├³Ż│ŻŁŻĖ▒ČĪŻ
ė├┴┐Ż║Čč║Ė├µĘe×ķŻ▒ŲĮĘĮ├ū╝sąĶĘ█ēK10kg╗“╔įČÓę╗ą®Ż¼├┐Ż▒kgĘ█ēKŻ¼Čč║Ė║¾╦∙½@Ą├Ą──═─źīėĄ─ųž┴┐×ķ1.5kgū¾ėęŻ¼╩Ū╚╬║╬─═─źČč║Ė▓─┴Ž╦∙▀_(d©ó)▓╗ĄĮĄ─ĪŻ įöŪķŻ╗www.jinxinght.com
ė├Ę©Ż║
Ż▒Īó╩ų╣ż╠╝╗Ī║ĖŻ║
╩»─½ļŖśOęÄ(gu©®)Ė±Ż║Ż©╠╝░¶Ż®ų▒┴„Ż║”š10Ī┴300Īó”š12Ī┴300Īó”š15Ī┴300Ż╗Ż©╠╝░¶Ż®Į╗┴„Ż║”š8Ī┴350Īó”š10Ī┴350Ż╗Į╗┴„╗Ī║ĖÖC(j©®)Ż©┐š▌dļŖē║Ī▌70Ż÷Ż®ĪŻ
║ĖŃQŻ║▓╔ė├╝ėķLūņ║ĖŃQŻ©Ę└╚╦ūŲé¹Ż®Čč║ĖĢrŻ¼╠╝░¶╔ņ│÷ŃQ┐┌100ŻĒŻĒū¾ėęŻ╗Čč║ĖļŖ┴„200Ī½300ŻßŻ¼Čč║ĖŽĪßī┬╩50ŻźĪŻ
Ż▓Īóė├─═─ź║ĖŚl╠Ē╝ėĘ█ēK╩ų╣żļŖ╗Ī║ĖŻ¼Čč║ĖļŖ┴„250ŻßĪ½300ŻßĪŻ
feŻŁ05─═─ź║ŽĮĘ█ēKĄ─┐╣┴čąį┼c┐╣─źąįČ╝ā×(y©Łu)ė┌feŻŁ05║ĖŚlŻ¼ų„ę¬ė├ė┌į┌š±äėŲŻä┌─źōpć└(y©ón)ųž┴Ń▓┐╝■╔ŽĪŻ
ĪĪ Čč║ĖīŹ(sh©¬)└²
ĪĪ Čč║Ėčb▌dÖC(j©®)Ą─ĘĮĘ©┼cą¦ęµ
Ż▒ĪóĘĮĘ©Ż║Ż©Ż▒Ż®ą┬ńP╚ąė├ŻõŻŁ65ą═Čč║ĖŻ▒īėŻ¼Čč║Ė║±Č╚×ķ3Ī½5mmŻ╗Čč║Ė▓┐╬╗×ķ╚ą░ÕĄ─╚ą┐┌▓┐╝░Ųõš²▒│├µĪŻČč║ĖīÆČ╚Ż║š²├µŻ¼Å─╚ą┐┌▓┐Ž“└’Čč║Ė3cmīÆŻ║▒│├µŻ©Ąū├µŻ®Ż¼Å─╚ą┐┌▓┐Ž“└’Čč║Ė6cmīÆĪó╚ą┐┌╚½▓┐Čč║ĖŻ╗ńP╚ąĄū├µ┤╣ų▒╚ą┐┌▓┐Čč║ĖīėŻ¼├┐Ė¶15cm┐vŽ“Čč║Ėę╗ŚlīÆ2cmŻ¼ķL16cmĄ─Čč║ĖīėĪŻ
Ż©Ż▓Ż®┼fńP╚ąŻ║─źōp▓╗ć└(y©ón)ųžĄ─ńP╚ą┐╔ė├Żõ266ą═Čč║ĖŚl║ĖŲĮį┘ė├ą┬ńP╚ąĄ─Čč║ĖĘĮĘ©Čč║ĖĪŻ
2Īóą¦ęµŻ║ė├╔Ž╩÷ĘĮĘ©Čč║ĖĄ─čb▌dÖC(j©®)ńP╚ąŻ¼ŽÓ«ö(d©Īng)ė┌▓╗Čč║Ėą┬ńP╚ąĄ─╩╣ė├ē█├³Ż│▒ČĪŻ
╩╣ė├ė┌Ż║Į©▓─ąąśI(y©©)Ż║┤u═▀ÅSĪóöćĄČĪóöć╗\Īóī”ØLĪóÕNŲŲĪó╗\ŲŲĪŻ╦«─ÓÅSĪó╦■▒PĪó╦■╝ŌĪó║`²XĪóęr░ÕĪóȧ░ÕĪóŲŲ╩»ÖC(j©®)ĪóÕNŅ^Īó┼┼╦«╚~Ų¼ĪóöDē║▌üĪó─źØLĪó═┌═┴ÖC(j©®)ĪóńP²XĪóöć░ĶÖC(j©®)╚~Ų¼ĪŻĄV«a(ch©Żn)ąąśI(y©©)Ż║├║ĄVĪó┴’▓█ĪóļŖńPČĘ²XĪóŃ@Ņ^ą▐ča(b©│)ĪŻõōÅSŻ║┤¾ńŖĪóąĪńŖĪó┬®ČĘĪŻ╠ŪÅSŻ║įņ╝łÅSĪóĮ©ų■Īó─═╗▓─┴ŽÅSĄ╚Ų¾śI(y©©)Ą─öć░Ķ┼cĘ█╦ķĪŻ▐r(n©«ng)śI(y©©)Ż║µøĖ¹└ńĄČĪóė±├ūŚUĘ█╦ķĪŻŲõ╦³ąąśI(y©©)Ż║Ė„ĘNęū─źōp╝■ą▐ča(b©│)Ż¼─▄▀_(d©ó)ĄĮ▌^└ĒŽļĄ─ą¦╣¹ĪŻ
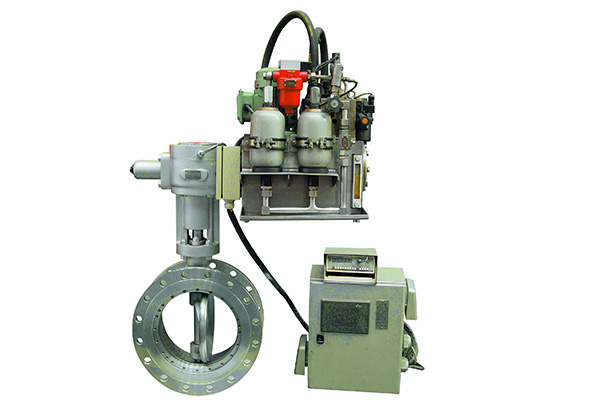
D65─═─źČč║Ė║ĖŚl╝░D65K─═─ź║ŽĮĘ█ēK╩ŪFc05─═─ź║ĖŚl║═Ę█ēKĄ─Ė─▀M(j©¼n)ą═ĪŻįō«a(ch©Żn)ŲĘų„ę¬╠ž³c(di©Żn)╩Ū▒╚Fe05║ĖŚl╝░Ę█ēKĄ──═─źąį─▄Ė³ÅŖ(qi©óng)Īóė▓Č╚Ė³Ė▀(HRC 60Ī½64)│╔ą═├└ė^Īó▒Ē├µ┴č╝y╔┘Īó╣ż╦ćąį─▄║├Ą╚ųTČÓ╠ž³c(di©Żn)ĪŻ
D65Čč║Ė║ĖŚl╝░D65K─═─ź║ŽĮĘ█ēK╩Ū╩»─½ą═─═─ź«a(ch©Żn)ŲĘŻ¼║Ė║¾╗∙▒Š¤oį³Ż¼ę“┤╦┐╔▀B└m(x©┤)Čč║ĖŻ¼’@ų°╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩ĪŻ
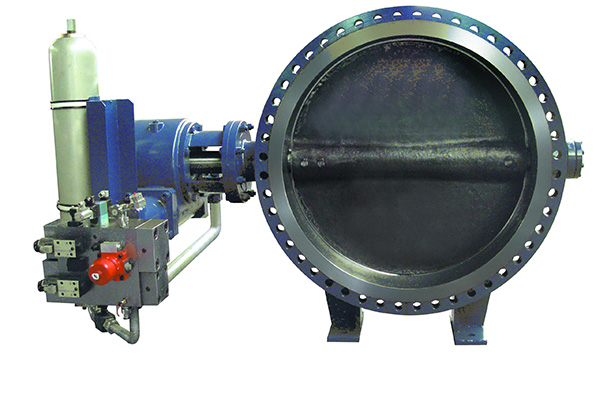
D65║ĖŚl╝░D65KĘ█ēK×ķCr20Si4Mo3B3NiŽĄ║ŽĮŽĄĮy(t©»ng)Ż¼Š▀ėąĘŪ│ŻĖ▀Ą──═─ź┴Ż─źōpąį─▄Ż¼Įø(j©®ng)įć“×(y©żn)?z©Īi)═─źąį─▄╩?6MnõōĄ─8Ī½10▒ČĪŻįō«a(ch©Żn)ŲĘ▀mę╦å╬īėČč║ĖŻ¼ČÓīėČč║ĖĢr┴č╝y▀^┤¾Č°ęūäāļxĪŻ
įō«a(ch©Żn)ŲĘų„ę¬ė├ė┌Ą═æ¬(y©®ng)┴”äĪ┴ę─ź┴Ż─źōp╣ż╝■Ą─Čč║ĖĪŻ╚ńŻ║
1ĪóļŖÅSė├Ą─├║Ę█ÖC(j©®)ĪóõōÅSė├Ą─┼┼ēm’L(f©źng)ÖC(j©®)Ą╚Ė„ĘN’L(f©źng)ÖC(j©®)╚~Ų¼Ą─Čč║ĖŻ¼─┐Ū░╚½ć°Ė„┤¾╣─’L(f©źng)ÖC(j©®)ÅSį┌’L(f©źng)ÖC(j©®)ųŲįņųąŻ¼╚~Ų¼Ą─Čč║Ė┤¾ČÓ▓╔ė├D65║ĖŚl╝░D65KĘ█ēKĪŻįō«a(ch©Żn)ŲĘ┐╔╩╣’L(f©źng)ÖC(j©®)Ą─╩╣ė├ē█├³╠ßĖ▀8Ī½10▒ČĪŻ
2ĪóļŖÅSĪóę▒¤ÆĪó╦«─ÓÅSĄ╚Ę█╦ķ├║ė├Ą─ÕNō¶╩Į─źĘ█ÖC(j©®)ÕNŅ^Ż¼’L(f©źng)╔╚╩Į─źĘ█ÖC(j©®)ø_ō¶░ÕĄ╚Ą─Čč║ĖĪŻ
3ĪóųŲ╠ŪÅSĄ─Ė╩šßĘ█╦ķÖC(j©®)ĮgĄČĪó▄ł▌üĄ─Čč║ĖĪŻ
4ĪóųŲ┤uÅSĄ─ųŲ┤uÖC(j©®)Įg²łĪó├║╩»Ę█╦ķÖC(j©®)ÕNŅ^Īó║Ž─Ó░ÕĄ─Čč║ĖĪŻ
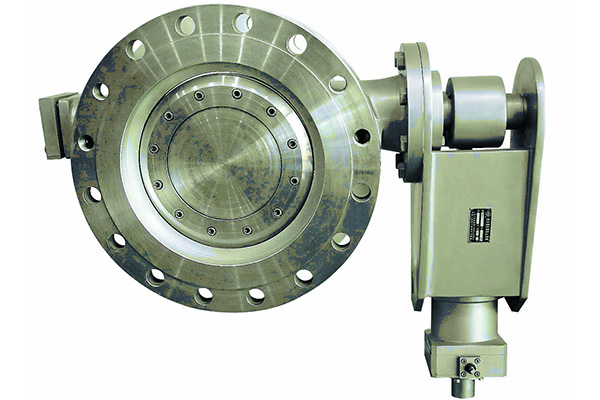
D65║ĖŚl╝░D65KĘ█ēKį┌ŲĮ░Õ╔ŽČč║Ė║¾Ģ■ę²ŲČÓŚlė╔Čč║Ė¤ßæ¬(y©®ng)┴”«a(ch©Żn)╔·Ą─┴č╝yŻ¼▀@ĘN┴č╝yĄ─╠ž³c(di©Żn)Ż¼┴č╝y╦∙«a(ch©Żn)╔·Ą─┐pŽČīÆČ╚║▄ąĪŻ¼ę╗░Ń▓╗┤¾ė┌O.5mmŻ¼Č°ŪęĮø(j©®ng)ČÓ┤╬ŪąŲ¼įć“×(y©żn)ė^▓ņĄĮŻ¼┴č╝yūįČč║Ėīė▒Ē├µķ_╩╝ķ_┴čĄĮ─Ė▓─×ķų╣Ż¼▓╗čė╔ņĄĮ─Ė▓─ĪŻīŹ(sh©¬)“×(y©żn)ūC├„å╬╝ā«a(ch©Żn)╔·Čč║Ėīė▒Ē├µĄ─Čč║Ė┴č╝yī”’L(f©źng)ÖC(j©®)╚~▌åĄ─░▓╚½▀\(y©┤n)ąą╩Ūø]ėąė░ĒæĄ─ĪŻ
─┐Ū░įō«a(ch©Żn)ŲĘęčÅVĘ║ė├ė┌Ė„ĘN─═─ź┴Ż─źōpĄ─╣ż╝■Ą─Čč║Ė
|
|
|
|
|
|
|
|
|
|