|
ĪĪĪĪ╬ę╣½╦ŠįO(sh©©)ėŗ(j©¼)Ą─VĘ©įņą═╔·«a(ch©Żn)ŠĆŻ¼╗∙▒Šėą╬Õ┤¾ŽĄĮy(t©»ng)ĮM│╔Ż¼╝┤įņą═ŽĄĮy(t©»ng)Ż¼╔░╠Ä└ĒŽĄĮy(t©»ng)Īóšµ┐šŽĄĮy(t©»ng)Ż¼│²ēmŽĄĮy(t©»ng)Īó╦«čŁŁh(hu©ón)ŽĄĮy(t©»ng)ĮM│╔ĪŻ

įņ ą═ ŽĄ Įy(t©»ng)
Ż©ę╗Ż®Ė▓─ż╝ė¤ßčbų├
ĪĪĪĪ╬ę╣½╦ŠįO(sh©©)ėŗ(j©¼)Ą─Ė▓─ż╝ė¤ßčbų├Ż¼╩Ū╝ė¤ßEVA▒Ī─żĄ─īŻė├įO(sh©©)éõĪŻ
ĪĪĪĪ╩ūŽ╚Ė▓─ż╝ė¤ßčbų├īóEVA▒Ī─żūźŲŻ¼į┘╝ė¤ß║µ┐ŠĪŻ╬ę╣½╦ŠĄ─¤ßį┤▓╔ė├Ą─╩ŪļŖūĶĮz╝ė¤ßŻ¼Ųõā×(y©Łu)³c(di©Żn)╩Ū¤ß┴┐┤¾Ż¼╣”┬╩┐╔š{(di©żo)Ż¼▒Ī─ż╝ė¤ßŠ∙ä“Ż¼╩╣ė├ē█├³ķLŻ¼ę╗░Ńć°═ŌŠ∙╩╣ė├┤╦ĘNĘĮĘ©ĪŻ╬ę╣½╦ŠĄ─Ė▓─ż╝ė¤ßčbų├Ż¼Ė∙ō■(j©┤)ĶT╝■╣ż╦ćę¬Ū¾Ż¼▀Ć╝µėą║µĖ╔╣”─▄Ż¼┤╦ĒŚ(xi©żng)╝╝ąg(sh©┤)╬ę╣½╦Šęč╔Ļšł(q©½ng)ć°╝ęīŻ└¹ĪŻ
┤╦čbų├Ą─“ī(q©▒)äė(d©░ng)įO(sh©©)éõ×ķ╚š▒ŠūĪėčūāŅlļŖÖC(j©®)Ż¼╠ž³c(di©Żn)╩ŪČ©╬╗£╩(zh©│n)┤_Ż¼╩╣ė├ē█├³ķLŻ¼╦³Ą─▀\(y©┤n)ąą╚½▓┐ė╔│╠ą“┐žųŲŻ¼▓┘ū„Ģr(sh©¬)ų╗ąĶ░┤ę╗┤╬░┤Ōo╝┤┐╔Ż¼▓┘ū„śO×ķ║åå╬▒Ń└¹ĪŻ
Ż©Č■Ż®š±īŹ(sh©¬)┼_(t©ói)ęŲäė(d©░ng)ąĪ▄ć
ĪĪĪĪ─┐Ū░╬ę╣½╦Š╔·«a(ch©Żn)Ą─ūŅ┤¾Ą─ęŲäė(d©░ng)š±īŹ(sh©¬)ąĪ▄ćŻ¼┼_(t©ói)├µ│▀┤ń×ķ3100Ī┴3900Ż¼╝żš±┴”▀_(d©ó)32揯¼ą═╔░╝ė╔░Žõ│¼▀^20ćŹĪŻ┐╔╣®5~40揎Ą┴ąęŲäė(d©░ng)š±īŹ(sh©¬)┼_(t©ói)ąĪ▄ćĪŻ

ĪĪĪĪĪĪĪĪĪĪĪĪ┼_(t©ói)├µ│▀┤ń3800x2200 |

ĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪ┼_(t©ói)├µ│▀┤ń2600x1750 |
ĪĪĪĪąĪ▄ć▀\(y©┤n)ąąė╔╚š▒ŠūĪėčūāŅlļŖÖC(j©®)“ī(q©▒)äė(d©░ng)Ż¼┐šÜŌÅŚ╗╔£pš±Ż¼ę“Č°¤oąĶ╗∙ĄA(ch©│)ĪŻŲõšµ┐š▄ø╣▄Īóą┼╠¢(h©żo)ŠĆĪóļŖ└|ŠĆŠ∙░▓ų├į┌░Õ╩ĮļŖ└|═Žµ£ųąŻ¼ī”(du©¼)Ė„ĘN╣▄ŠĆ║┴¤oōp║”Ż¼░▓╚½┐╔┐┐ĪŻęŲäė(d©░ng)ąĪ▄ć╬╗ų├═Ļ╚½ė╔│╠ą“┐žųŲŻ¼═Ż┐┐į┌▓╗═¼Ą─╣żū„³c(di©Żn)Ż¼Ūę╬╗ų├£╩(zh©│n)┤_Ż¼Š½┤_Č╚┐╔▀_(d©ó)1║┴├ūęįā╚(n©©i)Ż¼ę“Č°ī”(du©¼)ė┌ę╗░Ńę¬Ū¾Č©╬╗Š½┤_Č╚ĘŪ│ŻĖ▀Ą─╣żą“┐╔ęį║▄╚▌ęūĮŌøQĪŻ

Ż©╚²Ż®╦«ŲĮķ_ĻP(gu©Īn)
ĪĪĪĪ╬ę╣½╦ŠĄ─╦«ŲĮķ_ĻP(gu©Īn)Ż©╝┤╝ė╔░ķyŻ®Ż¼Ž┬╔░┐┌│▀┤ń╝┤×ķ╔░Žõā╚(n©©i)│▀┤ńŻ¼╔░Žõ╝┤×ķČ©┴┐čbų├ĪŻ╬ęéā?c©©)┌ķy¾w╔Ž▓╝ØM20~40║┴├ūīÆķL┐ūŻ¼╝ė╔░▀^│╠ųą┐╔ęįū÷ĄĮ╔░Žõ├┐ę╗ĮŪ┬õŠ∙ėąą═╔░╝ė╚ļŻ¼▓óŪęĢr(sh©¬)ķgśOČ╠Ż¼ę╗░Ń20揥─ą═╔░╬ę╣½╦ŠĄ─╝ė╔░ķyę╗ĘųńŖęįā╚(n©©i)╝┤┐╔╝ėØMŻ¼▓óŪę┐╔ęįū÷ĄĮČÓĘN╔░Žõį┌═¼ę╗╦«ŲĮķ_ĻP(gu©Īn)Ż©╝ė╔░ķyŻ®ųą╝ė╔░ŪęŠ∙ä“┐╔┐┐ĪŻ
Ż©╦─Ż®Ų─ŻÖC(j©®)śŗ(g©░u)
ĪĪĪĪ╬ę╣½╦ŠĄ─Ų─ŻÖC(j©®)śŗ(g©░u)╩╣ė├│¼┤¾ÜŌĖūŻ¼╦─Ė∙ĒöŚU╣╠Č©į┌═¼ę╗Ėū¾w╔ŽŻ¼Č°▀_(d©ó)ĄĮ═¼▓Į─┐Ą─ĪŻę╗░Ń╬ę╣½╦ŠĄ─Ų─ŻÖC(j©®)śŗ(g©░u)ĪóĒöŚUų▒ÅĮ│¼▀^120║┴├ūŻ¼š{(di©żo)┘|(zh©¼)╝ė╣ż║¾ÕāŃtĪó─ź╣Ō╠Ä└ĒĪŻ╬ę╣½╦ŠĄ─Ų─ŻÖC(j©®)śŗ(g©░u)ę╗░Ń┐╔ĒöŲ10~30ćŹū¾ėęĄ─╔░ŽõŻ¼Ų─ŻÖC(j©®)śŗ(g©░u)Ą─ē█├³┐╔ęįšf╩Ū¤oŽ▐Ą─Ż╗═¼▓Įąį─▄║═ĘĆ(w©¦n)Č©ąįśO║├Ż¼╔░ŽõĒöŲĢr(sh©¬)Ż¼┐╔ęįū÷ĄĮĮ^ī”(du©¼)═¼▓ĮŻ¼▓óŪęĖ∙▒Š▓╗┐╔─▄│÷¼F(xi©żn)Įz║┴╗╬äė(d©░ng)ĪŻ

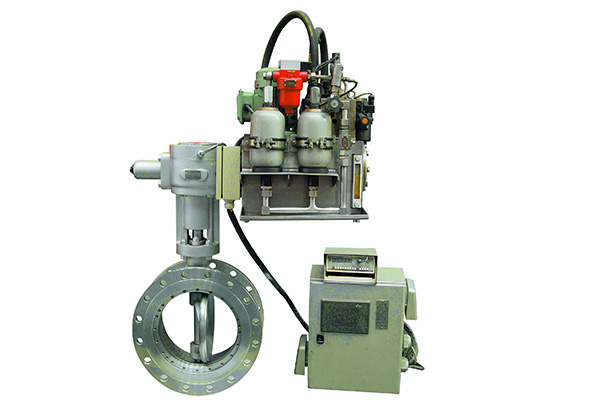
ĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĮMčb║¾Ą─Ų─ŻÖC(j©®) |

ĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪŲ─ŻÖC(j©®)į┌Ų─Ż |
Ż©╬ÕŻ®ā”(ch©│)╔░ČĘ
ĪĪĪĪ╬ę╣½╦ŠįO(sh©©)ėŗ(j©¼)Ą─ā”(ch©│)╔░ČĘŻ¼ę╗░Ń┐╔▒ŻūCįņą═╔·«a(ch©Żn)ŠĆ╔·«a(ch©Żn)4~5ąĪĢr(sh©¬)Ą─ė├╔░┴┐Ż¼Ė∙ō■(j©┤)╣ż╦ćę¬Ū¾Ż¼╬ę╣½╦ŠĄ─ā”(ch©│)╔░ČĘį┌80-500ćŹų«ķgŻ¼ę“Č°╬ę╣½╦ŠĄ─╔·«a(ch©Żn)ŠĆ¤oąĶųąķg╔░ČĘŻ¼Įo▄ćķgĄ─╣▄└ĒĦüĒ┴╦║▄┤¾Ą─ĘĮ▒ŃŻ¼ę▓┤¾┤¾£p╔┘┴╦▄ćķgĄ─š╝Ąž├µĘeŻ¼═Č┘Y│╔▒Š║═ŠSą▐╣▄└Ē┘M(f©©i)ė├ę▓╣Ø(ji©”)╩Ī┴╦║▄ČÓĪŻ
ĪĪĪĪ╬ę╣½╦ŠįO(sh©©)ėŗ(j©¼)Ą─ā”(ch©│)╔░ČĘų„¾w┴óų∙×ķ250Ī┴250Ī┴10Ą─Šžą╬╣▄ųŲ│╔Ż¼ČĘ¾w×ķ20#▓█õō╝░t8õō░Õ║ĖĮėČ°│╔Ż¼ųąķgėą╚²īė└ŁĮŅŻ¼┐╔ęįū÷ĄĮØM┴Ž╝░┐š┴ŽŻ¼╔░ČĘ▓╗ūāą╬ĪŻČĘ¾wā╚(n©©i)Ą─╦∙ėąą═╔░ųž┴┐╚½▓┐ė╔ČĘ¾wā╚(n©©i)Ą─£pē║čbų├│ąō·(d©Īn)Ż¼ę“Č°ī”(du©¼)╔░ČĘ¾w╔ŽĄ─Ė▓─ż╝ė¤ßčbų├Ż¼╦«ŲĮķ_ĻP(gu©Īn)▓╗Ģ■(hu©¼)«a(ch©Żn)╔·ę“╔░ČĘūāą╬ȰĦüĒĄ─╣╩šŽĪŻ
 |
 |
Ż©┴∙Ż®ĘŁ║ŽŽõÖC(j©®)ėąūįäė(d©░ng)Īó░ļūįäė(d©░ng)╚²ĘN╣®▀xō±
 ┤╦╝╝ąg(sh©┤)ęč╔Ļšł(q©½ng)ć°╝ęīŻ└¹ ┤╦╝╝ąg(sh©┤)ęč╔Ļšł(q©½ng)ć°╝ęīŻ└¹
1Īóūįäė(d©░ng)ĘŁŽõĪó║ŽŽõÖC(j©®)
ĪĪĪĪė╔ĘŁ║ŽŽõ┼_(t©ói)ĪóÖC(j©®)ąĄ╩ųĪóąĪ▄接Įy(t©»ng)ĪóĘŁŽõčbų├Īóę║ē║šŠŻ©╗“ÜŌäė(d©░ng)Ż®ĪóPLCļŖ┐žĄ╚ĮM│╔ĪŻėąą¦╠ßĖ▀ūįäė(d©░ng)╗»│╠Č╚╝░║ŽŽõŠ½Č╚Ż¼┐╔┐╦Ę■╚╦╣ż║ŽŽõĢr(sh©¬)┼÷ū▓ōpē─ą═Ū╗ĪŻ“ī(q©▒)äė(d©░ng)▓╔ė├╚š▒ŠūĪėč£p╦┘ūāŅlļŖÖC(j©®)ĪŻ
ĪĪĪĪ╣żū„Ģr(sh©¬)ÖC(j©®)ąĄ╩ųąĪ▄ć▀\(y©┤n)ąąĄĮŽ┬ŽõŲ─Ż╣ż╬╗Ż©┐╔ęį▓╗ė├Ų─ŻÖC(j©®)Ż®Ż¼ÖC(j©®)ąĄ╩ųų▒ĮėŲ─Ż▓ó═Ļ│╔ĘŁŽõ╣żū„Ż¼║¾▀\(y©┤n)ąąų┴║ŽŽõ╣ż╬╗īóĘŁŽõ═Ļ│╔║¾Ą─Ž┬ŽõĘ┼║├Ż╗╚╗║¾ÖC(j©®)ąĄ╩ųąĪ▄ć▀\(y©┤n)ąąĄĮ╔ŽŽõŲ─Ż╣ż╬╗Ż¼ÖC(j©®)ąĄ╩ųŲ─ŻŻ¼║¾▀\(y©┤n)ąąų┴║ŽŽõ╣ż╬╗īó╔ŽŽõĘ┼Ž┬═Ļ│╔║ŽŽõĪŻ
ĪĪĪĪūįäė(d©░ng)ĘŁ║ŽŽõÖC(j©®)▀mė├ė┌─ÓąŠ▌^╔┘Ą─╣ż╝■įņą═ŠĆĪŻ
2ĪóĘŁĪó║ŽŽõÖC(j©®)
ĪĪĪĪė╔ĘŁ║ŽŽõ┼_(t©ói)Īó▀\(y©┤n)▌dąĪ▄接Įy(t©»ng)ĪóĘŁ║ŽŽõčbų├Ż©║¼ÖC(j©®)ąĄ╩ųŻ®Īóę║ē║šŠŻ©╗“ÜŌäė(d©░ng)Ż®ĪóPLCļŖ┐žĄ╚ĮM│╔ĪŻėąą¦╠ßĖ▀ÖC(j©®)ąĄ╗»│╠Č╚║═░▓╚½╔·«a(ch©Żn)ĪŻĘŁŽõĢr(sh©¬)╚╦╣ż▌oų·Ż¼ÖC(j©®)ąĄ╩ų║ŽŽõĪŻŲõĮY(ji©”)śŗ(g©░u)║åå╬┐╔┐┐Ż¼▒Ńė┌š{(di©żo)╣Ø(ji©”)Ż¼▓┘ū„ĘĮ▒ŃŻ¼┐╔┐╦Ę■╚╦╣ż║ŽŽõĢr(sh©¬)┼÷ū▓ōpē─ą═Ū╗Ż¼╠ßĖ▀║ŽŽõŠ½Č╚ĪŻ“ī(q©▒)äė(d©░ng)▓╔ė├╚š▒ŠūĪėč£p╦┘ūāŅlļŖÖC(j©®)ĪŻ
 ĪĪĪĪĘŁŽõčbų├╣żū„▀^│╠║å╩÷╚ńŽ┬Ż║ ĪĪĪĪĘŁŽõčbų├╣żū„▀^│╠║å╩÷╚ńŽ┬Ż║
ĪĪĪĪķ_╩╝╣żū„║¾Ż¼æ¬(y©®ng)╩ūŽ╚┤_šJ(r©©n)įO(sh©©)éõĄ─įŁ╩╝╬╗ų├Ż¼╚╗║¾░čįņ║├ą═Ą─Ž┬Žõ╚╦╣żĄ§Ę┼ĄĮąĪ▄ć▄ć¾wŻ©2Ż®╔ŽŻ¼░┤Ž┬ÖC(j©®)┼įŽõĄ─Ī░åóäė(d©░ng)Ī▒░┤ŌoŻ¼ūįäė(d©░ng)│╠ą“▀\(y©┤n)ąąŻ¼▀\(y©┤n)▌dąĪ▄ćķ_╩╝░čŽ┬ŽõęŲŽ“ĘŁŽõ╣ż╬╗Ż¼ĄĮ╬╗║¾Ż¼ÖC(j©®)ąĄ╩ųķ_╩╝Ž┬ĮĄ╚ź╠ߎ┬ŽõŻ¼«ö(d©Īng)ĮĄĄĮ╠ߎõ╬╗ų├║¾Ż¼ÖC(j©®)ąĄ╩ųķ]║ŽŻ¼╠ßŲŽ┬Žõ▓óķ_╩╝╔Ž╔²ĄĮūŅĖ▀╬╗Ż¼Įėų°ĘŁŽõ═ą╝▄ķ]║ŽŻ¼ÖC(j©®)ąĄ╩ų╠ßų°Ž┬Žõķ_╩╝Ę┼ĄĮĘŁŽõ═ą╝▄╔ŽŻ¼Ę┼║├║¾Ż¼ÖC(j©®)ąĄ╩ųÅłķ_╔Ž╔²ĄĮūŅĖ▀╬╗Ż¼╚╦╣ż░┤Ž┬Ī░Ģ║═ŻĪ▒░┤ŌoŻ¼ūįäė(d©░ng)│╠ą“Ģ║═ŻĪŻķ_╩╝▀M(j©¼n)ąą╚╦╣żĘŁŽõ╗“ÖC(j©®)ąĄĘŁŽõĪŻ
ĪĪĪĪĘŁŽõ═Ļ│╔║¾Ż¼╚╦╣ż░┤Ž┬ÖC(j©®)┼įŽõĄ─Ī░åóäė(d©░ng)Ī▒░┤ŌoŻ¼ūįäė(d©░ng)│╠ą“▀\(y©┤n)ąąŻ¼ÖC(j©®)ąĄ╩ųŽ┬ĮĄ╚ź╠ß╔░ŽõŻ¼╠ßŲ║¾Ż¼ĘŁŽõ═ą╝▄Åłķ_Ż¼ÖC(j©®)ąĄ╩ų╠ßŲŽ┬Žõķ_╩╝═∙ąĪ▄ć▄ć¾wŻ©2Ż®╔ŽĘ┼Ż¼Ę┼║├║¾Ż¼╚╦╣ż░┤Ž┬Ī░Ģ║═ŻĪ▒░┤ŌoŻ¼┤╦Ģr(sh©¬)┐╔ęįķ_╩╝Ą§Ę┼įņ║├ą═Ą─╔ŽŽõĄĮąĪ▄ć▄ć¾wŻ©1Ż®╔ŽĪŻ
ĪĪĪĪ╔ŽŽõ╔░ŽõĘ┼║├║¾Ż¼į┘░┤Ž┬Ī░åóäė(d©░ng)Ī▒░┤ŌoŻ¼ūįäė(d©░ng)│╠ą“▀\(y©┤n)ąąŻ¼▀\(y©┤n)▌dąĪ▄ćķ_╩╝░č╔ŽŽõęŲŽ“ĘŁŽõ╣ż╬╗Ż¼ĄĮ╬╗║¾Ż¼ÖC(j©®)ąĄ╩ųķ_╩╝Ž┬ĮĄ╚ź╠ß╔ŽŽõŻ¼«ö(d©Īng)ĮĄĄĮ╠ߎõ╬╗ų├║¾Ż¼ÖC(j©®)ąĄ╩ųķ]║ŽŻ¼╠ßŲ╔ŽŽõ▓óķ_╩╝╔Ž╔²Ż¼ĄĮ╬╗║¾Ż¼ÖC(j©®)ąĄ╩ųķ_╩╝Ž┬ĮĄ║ŽŽõŻ¼║ŽŽõ║¾Ż¼ÖC(j©®)ąĄ╩ųÅłķ_╔Ž╔²Ż¼┤²ÖC(j©®)ąĄ╩ų╔Ž╔²ĄĮ╬╗║¾Ż¼▀\(y©┤n)▌dąĪ▄ć░č║ŽŽõ║¾Ą─╔░ŽõęŲŽ“įŁ╩╝╬╗ų├Ż¼═Ļ│╔ę╗éĆ(g©©)ĘŁŽõ╣żą“ĪŻ┤╦Ģr(sh©¬)įO(sh©©)éõęčĮø(j©®ng)╚½▓┐╗žĄĮįŁ╩╝╬╗ų├Ż¼┤²║ŽŽõ║¾Ą─╔░ŽõĄ§ū▀║¾╝┤┐╔▀M(j©¼n)╚ļŽ┬ę╗╣żū„裣h(hu©ón)ĪŻ▀m║Žė┌║ŽŽõ└¦ļyĄ─įņą═╔·«a(ch©Żn)ŠĆĪŻ
3ĪóÖC(j©®)ąĄ╩ĮĘŁŽõÖC(j©®)
ĪĪĪĪ▓╔ė├╚š▒ŠūĪėč£p╦┘ūāŅlļŖÖC(j©®)“ī(q©▒)äė(d©░ng)Ż¼▓┘ū„║åå╬Ż¼░▓╚½┐╔┐┐Ż¼▒Ńė┌š{(di©żo)╣Ø(ji©”)ĪŻ▀mę╦ė┌║ŽŽõ─ÓąŠ▌^ČÓĄ─įņą═╔·«a(ch©Żn)ŠĆĪŻ
Ż©Ų▀Ż® ÜŌ┐ž
ĪĪĪĪ▓╔ė├╚š▒Š▀M(j©¼n)┐┌SMC«a(ch©Żn)ŲĘŻ¼Ųõ┘|(zh©¼)┴┐║═ąį─▄┐╔┐┐Ż¼ē█├³ķLĪŻŻ©ć°ā╚(n©©i)ūŅķL╩╣ė├ęčĮ³20─Ļ▀Ćį┌š²│Ż╩╣ė├Ż®
Ż©░╦Ż® ļŖ┐ž
ĪĪĪĪ╬ęÅS╩╣ė├ų„ę¬ļŖŲ„į¬╝■Š∙×ķ▀M(j©¼n)┐┌«a(ch©Żn)ŲĘŻ¼ PLC│╠ą“┐žųŲĪŻŲõąį─▄┐╔┐┐Ż¼▓ó║¼ūįäė(d©░ng)Īó╩ųäė(d©░ng)ĪŻ▓┘ū„║å▒ŃŻ¼╦∙ėąŽ▐╬╗ķ_ĻP(gu©Īn)Š∙×ķ¤oė|³c(di©Żn)Ż¼Ž▐╬╗£╩(zh©│n)┤_Ūę▓╗ęūōpē─Ż¼▀\(y©┤n)ąą┐╔┐┐ĪŻ
|